What is polyethylene pipe?
لولههای فلزی هنوز در برخی از خانههای قدیمی دیده میشود. از این لولهها برای انتقال آب، گاز و حتی فاضلاب استفاده میشد. سالی نبود که لولهها در اثر سرما یا خوردگی به دلیل نشت لوله آسیب نبینند. اغلب پیش میآمد که لولههای خورد میشدند و از بین میرفتند. به همین دلیل لوله کشی یکی از پردرآمدترین مشاغل در آن زمان بود. اما ناگهان ورق برگشت. لولههای فلزی با لولههای پلاستیکی جایگزین شدند. لوله انعطاف پذیر که با سی سال گارانتی همراه بود. به اینها لولههای پلی اتیلن میگویند. برای کسب اطلاعات بیشتر درباره این محصول تا انتهای این مقاله از سایت گروه تولیدی صنعتی پایپ اتیلن همراه باشید.
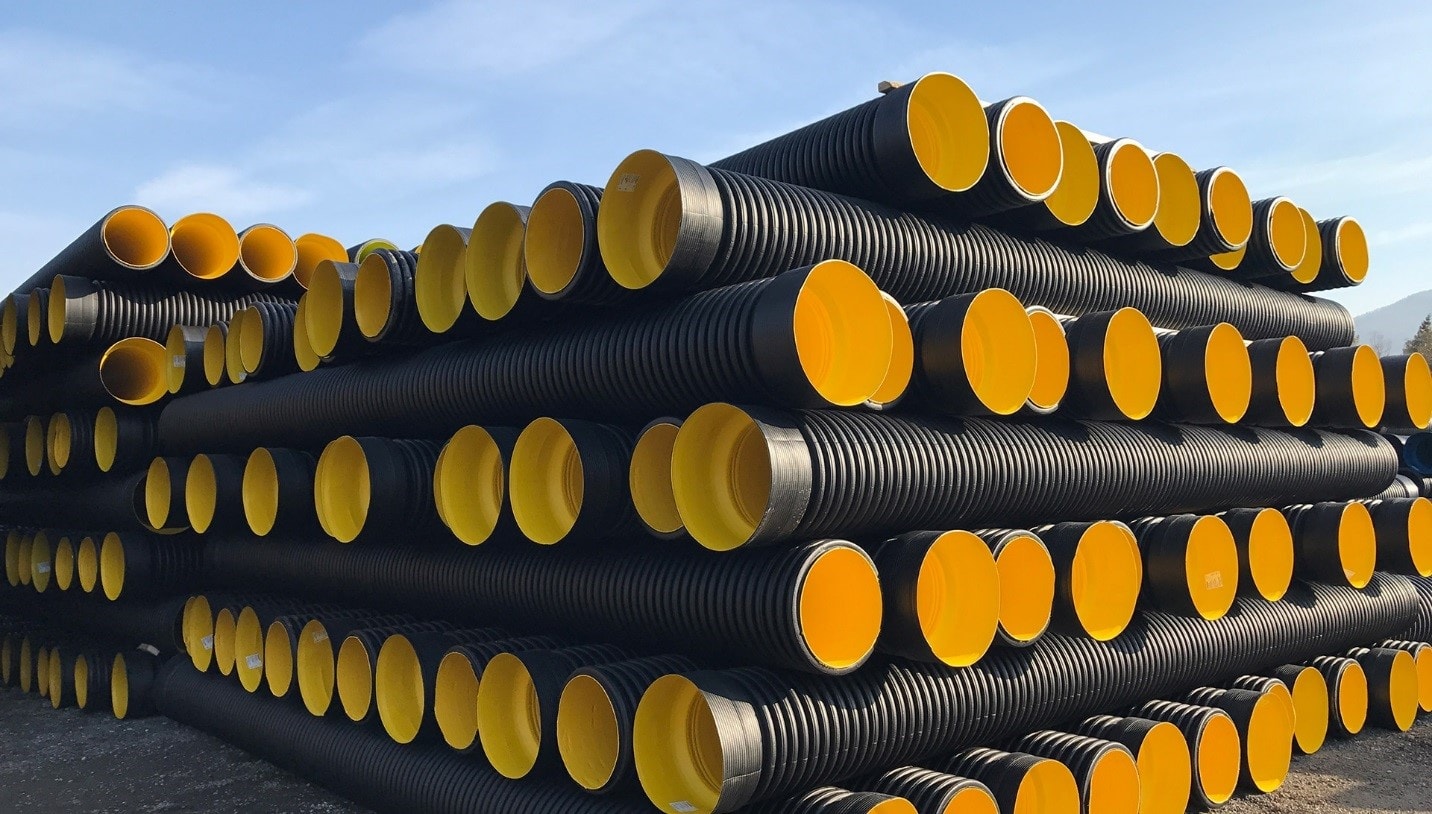
لوله پلی اتیلن
لولههایی که از مواد شیمیایی پلی اتیلن ساخته شده بودند، این لولهها خیلی سریع فراگیر شدند. سبکی، حمل و نقل آسان، ضایعات کم و از همه مهمتر مقاومت بالای این لوله ها باعث محبوبیت بسیار زیاد آنها شده است.
اما ویژگی بارز لولههای پلی اتیلن مقاومت در برابر نفوذپذیری این ها در برابر مواد شیمیایی آلی و معدنی است. بر اساس تحقیقات دانشمندان دانشگاه کالیفرنیا، برکلی، لوله پلی اتیلن 15 برابر بیشتر از های فلزی در برابر مواد شیمیایی نفوذپذیر است.
لوله پلی اتیلن اولین بار در دهه 1950 ساخته شد. در آن زمان تمایل به کرک وجود داشت. اما مزایای سهولت حمل و نقل و انعطاف پذیری لوله ها مشتریان را مجبور به ریسک و خرید این لوله ها کرد.
با توجه به جدید بودن محصول و فروش خوب، کارشناسان توجه بیشتری به محصول داشته و سعی در رفع مشکلات آن داشتند. حتی لوله های فلزی این روزها حداقل برای آبرسانی دیده نمی شود. در این مقاله سعی داریم شما را با لوله های پلی اتیلن و انواع آن آشنا کنیم.
لوله پلی اتیلن که به اختصار PE نامیده می شود، نوعی لوله است که از پلیمریزاسیون اتیلن به روش اکستروژن تولید می شود و به صورت تک جداره، دو جداره، آبیاری، لوله PEX و لوله PE-RT عرضه می شود.
لوله پلی اتیلن چیست؟
لوله پلی اتیلن که به اختصار PE نامیده می شود، نوعی لوله است که از پلیمریزاسیون اتیلن تولید می شود. قبل از تولید محصول نهایی لوله پلی اتیلن، زمانی که مونومر اتیلن در معرض پلیمریزاسیون قرار می گیرد، پلی اتیلن تولید می شود.
پلی اتیلن در گروه ترموپلاستیک طبقه بندی می شود که خاصیت ترموپلاستیک دارد. یعنی می توان آن را گرم کرد و ذوب کرد و تغییر داد. از ویژگی های پلی اتیلن می توان به مقاومت، انعطاف پذیری و عمر بسیار طولانی اشاره کرد. پلی اتیلن به چند دسته تقسیم می شود و ملاک این تقسیم بندی، چگالی یا چگالی پلی اتیلن در زمان تولید است.
پلی اتیلن با چگالی کم: LDPE شاخه های جانبی این نوع پلی اتیلن بلندتر و بیشتر از حد معمول هستند. در این نوع پلی اتیلن زنجیره های مولکولی از هم فاصله زیادی دارند. این فاصله طولانی تراکم را کاهش می دهد.
پلی اتیلن کم چگالی خطی: LLDPE در فرآیند تولید پلی اتیلن، زمانی که کومونومر معمولی بوتن به اتیلن اضافه می شود، محصول دارای شاخه های جانبی بیشتری اما طول برابر خواهد بود. اگرچه این شاخه ها بلند هستند، اما از نظر طول زنجیره پلیمری کوتاه هستند. به دلیل خطی بودن زنجیره های پلیمری، این نوع پلی اتیلن را پلی اتیلن خطی می نامند.
پلی اتیلن با چگالی متوسط: MDPE، این نوع پلی اتیلن از نظر مقاومت و مقاومت در برابر ضربه بالا کارایی بهتری نسبت به HDPE دارد. از این پلی اتیلن برای بسته بندی (درب بطری) استفاده می شود.
پلی اتیلن با چگالی بالا: میزان بلورینگی HDPE بیشتر از پلی اتیلن های دیگر است. بنابراین ساختار فشرده تر و چگالی بالاتری دارد و به همین دلیل به آن پلی اتیلن سنگین می گویند این نوع پلی اتیلن دارای شاخه های جانبی کمتری نسبت به پلی اتیلن های دیگر است.
فرآیند تولید لوله پلی اتیلن
مانند لوله فولادی ضد زنگ، لوله پلی اتیلن نیز به روش اکستروژن تولید می شود. در مرحله اول مواد اولیه به صورت گرانول وارد اکسترودر میشود. گرما باعث ذوب شدن دانهها میشود. مواد مذاب از اکسترودر خارج شده و با کمک پیچ وارد قالب می شوند.
پس از قالب گیری مواد مذاب وارد قسمت تنظیم کننده قطر (مخزن خلاء) می شود. اعمال فشار مناسب در این قسمت به لوله شکل صحیح آن را می دهد. هنگامی که اندازه واقعی لوله پیدا شد، از رگولاتور خارج می شود.
به محض برداشتن لوله، با جریان آب سرد خنک می شود. لوله تولید شده توسط یک کشنده از مخزن خنک کننده خارج می شود. از این روش در تولید لوله پلی اتیلن تک جداره استفاده می شود. خنک کاری لوله ها در قطرهای باریک به روش سیلابی انجام می شود. برای آشنایی با لوله های فولادی ضد زنگ که ذکر شد؛ می توانید مقاله لوله استنلس استیل چیست و انواع آن را مشاهده کنید.